关于中硬齿面减速机在高温环境下的性能表现,结合技术原理与行业应用案例,总结如下:
一、材料与热处理技术
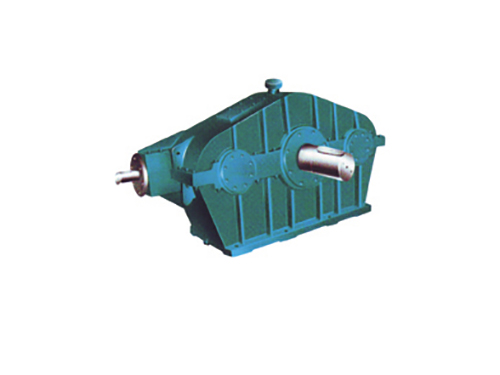
齿面硬度与耐热性
中硬齿面齿轮采用低碳合金钢渗碳淬火工艺,齿面硬度达HRC54-62,在高温下仍能保持较高抗点蚀和抗磨损能力310。相较于普通齿轮,其抗点蚀能力提升2-3倍,抗弯曲强度提高1-1.5倍,尤其在冶金行业的高温冲击工况下表现突出。
材料热稳定性
齿轮材料经过回火处理,有效平衡表面硬度与心部韧性,避免高温下因材料脆化导致的齿面裂纹或断裂3。部分型号箱体采用耐高温铸铁,工作温度范围可达-40℃~50℃,特殊设计型号可扩展至更高温环境。
二、高温环境适应性设计
润滑系统优化
采用高温专用润滑油(如N220中极液压齿轮油),在高温下保持粘度稳定性,减少摩擦损耗。
部分型号配备循环油润滑或强制冷却系统(如风扇、水冷),降低油温至合理范围。
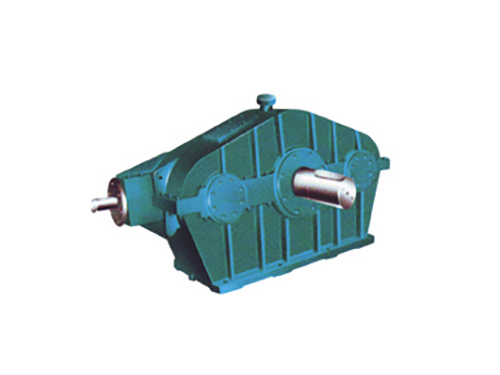
散热与密封防护
箱体设计强化散热筋结构,配合IP66防护等级密封,防止粉尘侵入并加速热量散发。
高温区域应用时,可加装外置散热模块(如热交换器),确保内部温度≤80℃的临界值。
三、典型高温场景下的性能表现
冶金轧钢生产线
在热轧车间(环境温度常达50℃以上),中硬齿面减速机驱动轧辊和卷取机,连续工作寿命超过5万小时,故障率低于0.5。例如宝钢集团的热轧线使用此类减速机替代进口产品,维护成本降低30%。
高炉上料系统
在粉尘与高温双重负荷下,其密封结构和耐高温润滑系统可稳定运行,避免因热膨胀导致的齿轮啮合偏差。
连铸机振动装置
高频振动与钢水辐射热环境下,齿轮修形技术有效降低热应力变形,保障振动精度控制在±0.1mm以内。
四、高温环境维护要点
定期监测与维护
每日检查润滑油状态,发现氧化或杂质及时更换。
每月清理散热通道灰尘,防止散热效率下降导致温升异常。
故障预警与处理
安装温度传感器实时监控,若油温超过90℃需启动紧急冷却或停机检查。
高温导致的密封件老化问题,建议每6个月更换耐高温硅胶密封圈。
总结:中硬齿面减速机通过材料优化、散热设计及润滑管理,在高温环境下展现出优异的耐热性和稳定性。其性能表现已通过冶金、矿山等领域的严苛工况验证,但需注意定期维护以延长使用寿命。具体选型可参考说明书技术参数。





 网站首页 > 新闻中心 > 公司新闻 >
网站首页 > 新闻中心 > 公司新闻 >